专注点胶设备研发制造
系统定制点胶应用方案 快至当天出结果
销售/技术咨询(全年24小时):177-0621-7569
系统定制点胶应用方案 快至当天出结果

最近遇到一个项目,此项目点胶工艺最大难点:胶水粘度太高,几乎成膏状;
之前是现场人工点胶是直接从胶桶中压出,从胶水压出到涂在产品上,距离短,管径大,所以压力几乎没有损耗。
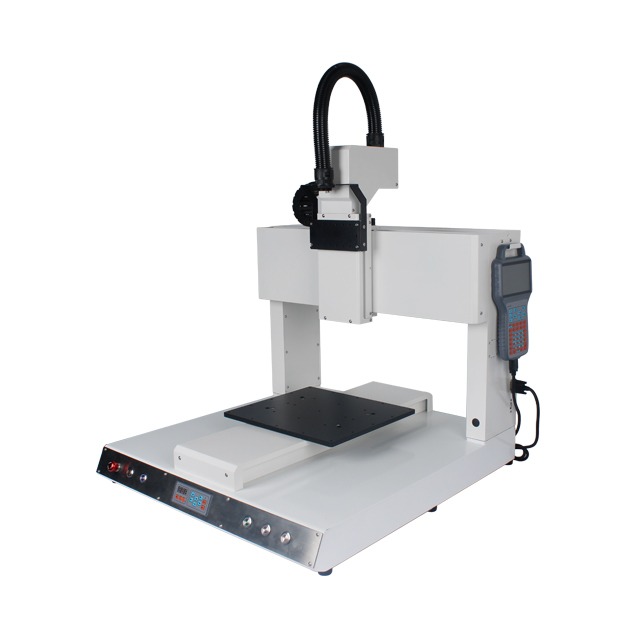
要实现自动化点胶,与人工点胶方式最大的区别是不能直接用胶桶点胶,需要增加胶阀控制开闭。原因是:1.胶桶的体积太大,人工可以非常轻松的避让产品最长300mm的传动轴,和点胶工位周边的结构。自动机构达不到人手的灵活和自由。2.要实现胶用完报警功能,则需要使用气缸推胶的方式,增加了推胶系统的体积,更不好避让。3.点胶阀能控制点胶的精度,最高能达到±0.01g,而胶桶直接出胶做不到。
首先我们测试了点胶系统方案一,方案一胶水是由气缸推出,经过软管,到达点胶阀,可以按照预想的效果:胶水从胶桶推出,到达胶阀,但是由于胶水经过了管路和胶阀,出胶压力变小,所以密封胶的流速达不到设计的速度10秒内。管路最大增加到∮12,但是几乎所有的阀都不能够达到预想的速度。总结原因:压力不够,但冲突的是给胶管的气压已经达到0.8MPa,胶水已经从活塞往后溢出,这会是一个风险点。
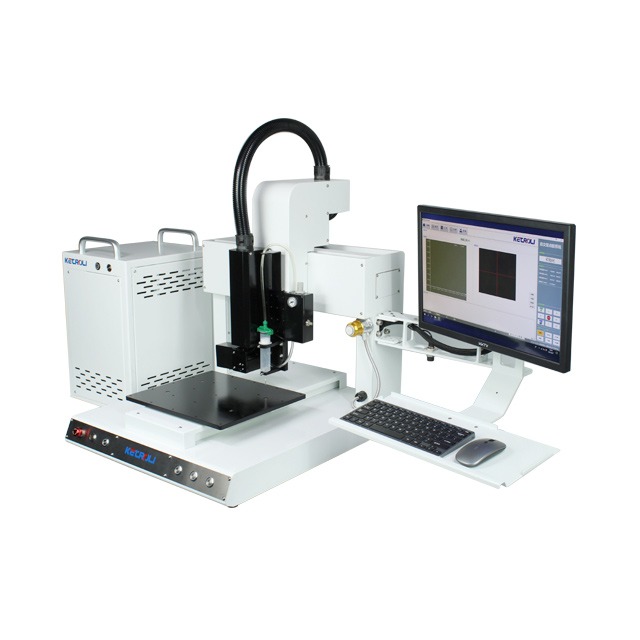
然后测试了点胶系统方案二,增加螺杆泵供胶系统,胶水由气缸推出,设定压力0.4MPa,胶水经过螺杆组加压后,以高压的状态到达点胶阀,涂胶速度远远大于我们的需求。最快3秒即可完成涂胶。方案二的问题是成本比较高,但是非常稳定,精度好控制,对整个项目来说是划算的。